
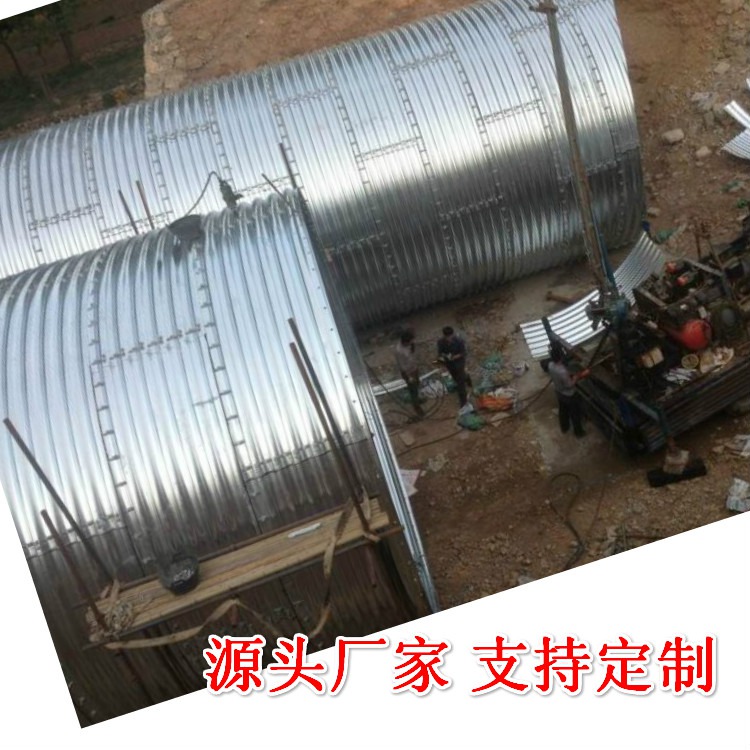
波紋涵管在制造過程中的切口工藝
波紋涵管按圖樣或工藝卡要求的直邊段長度進行端口剪切,剪切方法有以下幾種:
1、采用手動或電動剪進行端口剪切,此方法投資小,切口質量也較好,但生產效率低、勞動強度大,且不能剪切較厚的材料。
2、采用專用的滾剪機,此方法生產效率高,切口質量好。但是,此設備不是通用設備,需生產廠家自行設計和制造。
3、采用空氣等離子切割的方法,此法簡單易行,設備已形成系列,價格適宜,生產效率高,但切口質量不如前兩種方法,并且切口表面有氧化物,切割后需用角向砂輪進行修磨,在切割和修磨過程中產生的金屬粉塵,使得作業環境很差。波紋鋼管
波紋涵管在制造過程中的檢驗
1、波紋管允許有輕微的模痕,不得有大于鋼板厚度負偏差的劃痕、凹坑或凹凸不平。
2、波紋管的波高、波距、波紋總長的尺寸公差應符合GB1804中JS18級要求。
3、波紋管兩端同軸度公差值,當公稱通徑小于等于500mm時,為5mm;當公稱通徑大于500mm時,為公稱通徑的1%,且小于等于10mm。
4、波紋管兩端口平面與主軸線垂直,垂直度偏差為公稱通徑的1%,且小于等于3mm。
本文關鍵詞:波紋涵管,波紋鋼管
以上就是小編“金屬波紋管”對“波紋涵管在制造過程中的切口工藝”的回答,如有需求可以直接在線咨詢或者電話聯系!
本文鏈接:http://m.qqggj.cn/new/216.html
|
 手機掃一掃
|
 聯系人:張經理 13932876886 18203380777 ( 微信同號 )
聯系人:張經理 13932876886 18203380777 ( 微信同號 ) 郵 箱:3462685314@qq.com
郵 箱:3462685314@qq.com Q Q:3462685314
Q Q:3462685314 地 址:衡水市高新科技園區衡井路s392南匯德路橋材料有限公司
地 址:衡水市高新科技園區衡井路s392南匯德路橋材料有限公司 版權所有:衡水匯德路橋材料有限公司 ICP備案編號:
版權所有:衡水匯德路橋材料有限公司 ICP備案編號: